


高創先進的振動抑制技術,使運動更平滑,整定時間更短,定位精度更高。
工業機器人和加工系統易受引入到位置控制系統中的振動影響,導致系統不穩定。通常,振動由機器人關節或機械連接帶來的諧振頻率及非線性力引起。
現代加工機械,運行速度加快,結構自重變輕,這也增大了振動的趨勢。例如,龍門式機器人的設計,由于自重或成本的限制,而減少使用剛性機械結構;在懸垂負荷應用中,末端執行器與龍門式機器人軸間的柔性構件,亦能導致每次運動停止或運動到轉折點時,機械大幅度振動。為保持精度,需暫停機器直至共振消失。為達到最高生產力,整定時間需盡可能短。
高級振動抑制控制技術由高創研發,并應用于自主產品——CDHD系列伺服驅動器中,對于在恒定頻率出現振動的系統,可使系統迅速穩定。專有控制算法可減少跟隨誤差,并縮短負荷整定時間。
高創振動抑制技術的優勢
準確路徑跟蹤提高加工精度
快速整定時間提高設備生產能力
運動平滑且安靜
有源阻尼隨實際產生的振動而變化,且不受諧振頻率波動影響
支持抑制高達400 Hz諧振頻率
振動抑制功能在閉環中運行,執行時檢測振蕩,并立即使振蕩減幅。通過對荷載振蕩進行有源阻尼,高創驅動器可大大降低重負荷或末端執行器到達目標位置的時間。雖然跟隨誤差在編碼器的水平可能更高,但系統整體性能(按負荷位置評估),可以明顯改善。

振動抑制過程
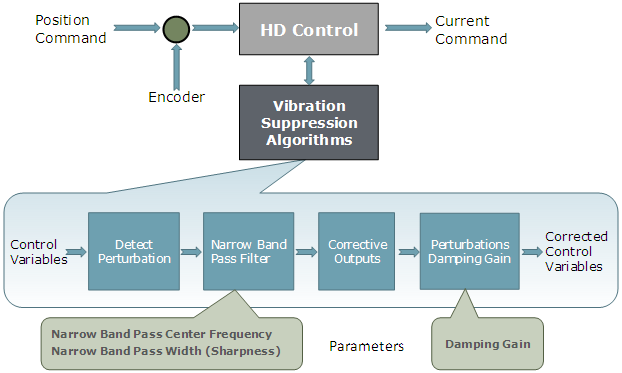
振動抑制過程分四個階段,如圖3。
第一階段:利用控制變量,例如位置誤差和電流,檢測出引入系統中的干擾,并計算出干擾值。
第二階段:干擾值經過窄帶帶通濾波器濾波,選中產生系統振蕩的干擾。帶通濾波器的中心頻率和帶寬值通過兩個參數進行設定。
第三階段:計算修正的輸出值。
第四階段:修正后的輸出值經阻尼增益參數放大輸出。
對于高頻振動,高創CDHD驅動器使用標準低通濾波器和陷波濾波器應對。高創研發的專有振動抑制功能用于由低諧振頻率(5Hz~400Hz)引起的振動,同時也能應對同一系統中的多個明顯不同的諧振頻率。
通過CDHD驅動器的自動調整過程,振動抑制自動應用到系統中。首先,測量出振蕩頻率并設定振動抑制頻率。然后,逐步提高振動抑制增益直至測到阻尼。高創圖形用戶界面軟件也便于使用者監控及手動調整設置。
高創的振動抑制方法顯著提高了通過柔性聯軸器連接負載的伺服系統性能
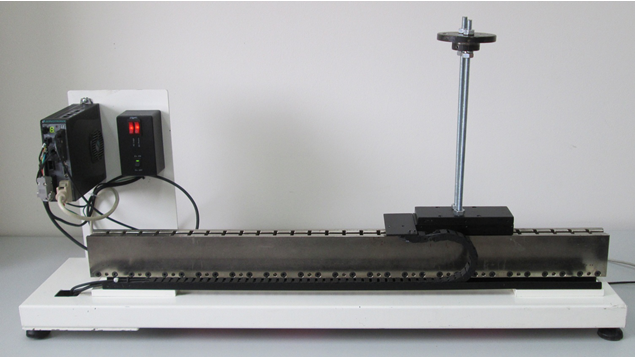
這種聯軸器具有特定的柔性。如果電機的伺服控制的設置是針對運動時接近于零的振蕩,那么負荷就會劇烈振蕩。而且每次加速度的改變,都會施加干擾,進一步增加負荷振蕩。
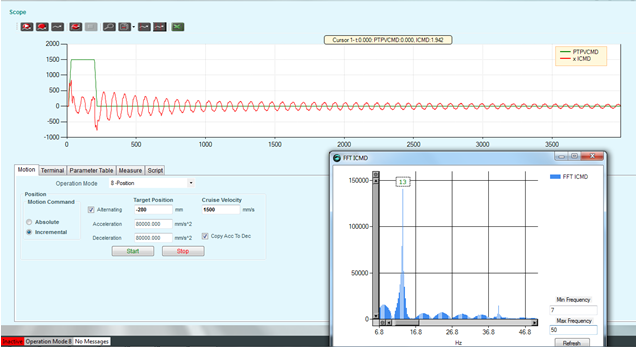
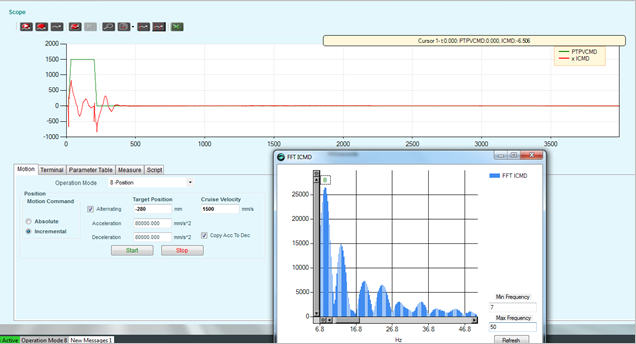
圖5和圖6分別展示了該系統應用振動抑制功能前后的整定時間記錄圖。不使用振動抑制功能,整定時間超過1.5s,然而使用振動抑制功能,整定時間減少到1/4s。
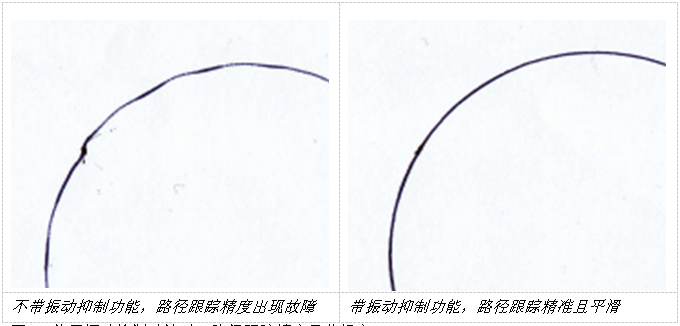
高創振動抑制已被證明在因重負載導致路徑偏離的機器人應用上極為有效。
圖7展示了應用高創CDHD驅動器應用振動抑制功能前后的機器人路徑跟蹤。不使用該功能,振動導致偏離預定路徑;而一旦使用該功能,路徑跟蹤將變得精準和平滑。
當自動化應用使用懸垂負荷、滾珠絲杠或皮帶驅動的線性滑軌或非剛性電機負載聯軸器時,均將面臨振動風險。在諸如電子裝配、半導體、機床和實驗室自動化等應用中,標配振動抑制功能的CDHD系列驅動器能有效地縮短加工周期,提高設備性能。






