鑄鐵平臺的自然時效和工藝是鑄鐵平臺在調試完成后即可使用,室溫控制在20±�℃使,在臺面上檢測工件要輕放輕挪,不要集中使用一個區域,盡量均勻使用整個鑄鐵平臺的有效面積。鑄鐵平臺的平面上不易長久放置沉重工件,以及影響對角出現變形。在鑄鐵平臺使用中,務必輕拿輕放任何工具減少磕碰,和必免過大的沖壓力。
鑄鐵平臺的平面上不易長久放置沉重工件,以及影響對角出現變形。鑄鐵平臺堅持做好日常點點滴滴的維護工作,細節很重要,可以延長使用壽命。鑄鐵平板不易變形的前提下就是選合格的鑄鐵平臺,要經過自然時效處理或者人工熱處理減少內應力等符合標準工藝的。
使用前鑄鐵平臺前一定要先看一下鑄鐵平臺的保質期是否過期,鑄鐵平臺的表面精度是否在合格的圍內。使用不合格的鑄鐵平臺對工件進行測量,會直接影響實測工件的質量、保成測量值偏差。所以要經常的對鑄鐵平臺進行檢驗。
鑄鐵平臺鑄造工藝規程的內容和形式:
1、鑄造工藝規程是指導生產的技術文件,它既是進行生產技術準備科學管理的依據,又是工廠工藝技術經驗的結晶。因此,鑄造工藝規程編制的好壞,對鑄鐵平臺鑄件質量、生產效率和鑄件成本起著決定性的作用。
2、鑄造工藝規程的完備和細致程度,取決于工廠的生產條件和生產性質。例如,大批量生產的鑄鐵焊接平臺,工藝規程可以編得完備些和細致些。單件小批生產或不太重要的鑄鐵平臺,則可以簡單些。所以格式不可能統一,形式也是多種多樣。
3、鑄造工藝規程,一般可以分為兩類,一類是通用性的,即對鑄造過程中的各個主要環節,例如,對鑄鐵平臺型(芯)、砂型(芯)的烘干、合型澆注、合金、熔煉、落砂清理等,可制定通用性的(對每一個平臺都適用的)工藝規程。另一類是對每一個平臺,根據其各自的要求,設計出工藝圖或工藝卡等。
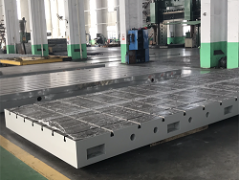
在機械制造中也是不可缺少的基本工具。用涂色發檢驗。0級1級平臺在每邊為25毫米平方的范圍內不少于25點,2級不少于20點,3級不少于12點。鑄鐵平臺是用于工件檢測或劃線的平面基準器具。平臺安裝應調至水平、負荷均勻分布于各支點上,環境溫度(20±�℃),使用時應避免震動。鑄鐵平臺工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。http://www.btmnjx.com